用專用電熱熔帶焊機按指定工藝進行焊接的PE鋼帶波紋管
發布日期:2018-01-24 00:00 來源:http://m.cannabis-vermont.com 點擊:
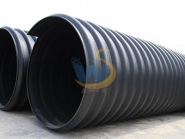
PE鋼帶波紋管是指以高密度聚乙烯(PE)為基體,用表面涂敷粘接樹脂的鋼帶成型為波形作為主要支撐結構,并與聚乙烯材料纏繞復合成整體的雙壁螺旋波紋管稱之為鋼帶增強 PE 螺旋波紋管。鋼帶管要保證內表面的平整,還需要保證外部波形的規整;
在 PE 管材的內外壁應不存在任何的氣泡和可見雜質,焊縫應嚴密無脫開;在切割之后的 PE 管,應對其斷面進行修正,保證沒有毛刺的存在;在管材兩端的鋼帶管切口處應在管材的同一縱向線上.鋼帶管的防腐層是指粘接樹脂和外層,其厚度應符合 CJ/T225-2006 標準中的有關規定;對于管材的物理力學性能也應符合相關規定.
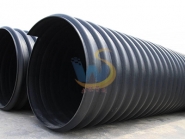
PE鋼帶波紋管用專用電熱熔帶焊機按指定工藝進行焊接。待焊接完畢電熱熔帶冷卻達到要求后,可先將鋼帶螺旋波紋管內部支撐拆除,再將外部包的不銹鋼扣帶拆除。在接口橫縫處,先用焊槍對周邊預熱,將預先制作好大小的熱收縮帶置于該處內外部,再用熱風槍加熱焊接。
最后將相關工機具、多余鋼帶螺旋波紋管、廢料等清理完畢。鋼帶螺旋波紋管安裝完畢后,帶井進行閉水試驗。試驗前作好管端封堵,封堵要求堅固不得滲水。試驗水頭按規范要求結合實際情況取2.5m,禹順鋼帶螺旋波紋管實際的滲水量不大于規范規定。
烘烤:首先應用紅色火焰(或用專用環形烘烤器)從一端開始,沿熱縮管圓周方向均勻移動(嚴禁火焰沿長軸方向移動或在一處停留),待一端的一周收縮好后,再逐漸延伸加熱(注意同樣要一周一周地均勻加熱,而不能沿軸線直線移動加熱,否則會造成表面起皺或開裂)。在烘烤過程中,還應及時用光潔的滾筒(與波谷形狀尺寸相合的筒或棒)或戴防熱手套對已收縮部位輕輕加壓,使其緊貼波形并除去殘余空氣(注意不要烤傷波紋管)當加熱收縮到距端面5cm處時,可將火焰轉向加熱收縮管內壁的熱熔膠,然后再轉向外壁。待熱收縮管完成后,再用微火全面均勻加熱(使熱熔膠充分熔化)至端部有熱熔膠溢出。